
The author makes a kitless Ebonite rollerball pen
The kitless fountain pen I made in Woodturning 287 and 288 involved working with aluminium, using expensive triple start taps and dies imported from the USA and a Bock nib unit with special tap. All of this expense and complexity might have given the impression that making kitless pens is a dark art, restricted to the rich and highly skilled turner. In this article I intend to disprove this by showing how to make a simple rollerball pen using only the taps and dies that might be found in a relatively cheap set, of the type commonly sold in discount supermarkets and DIY stores and turned from the much more forgiving medium of Ebonite.
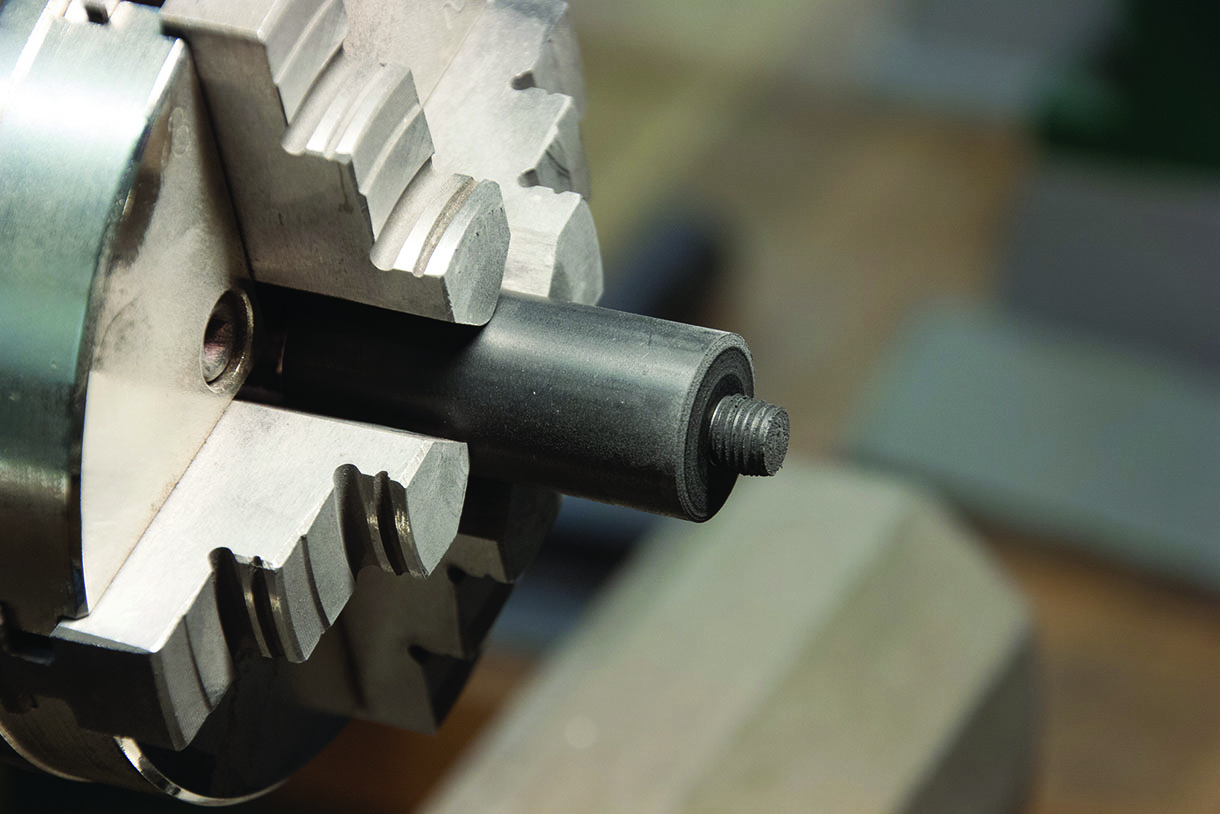
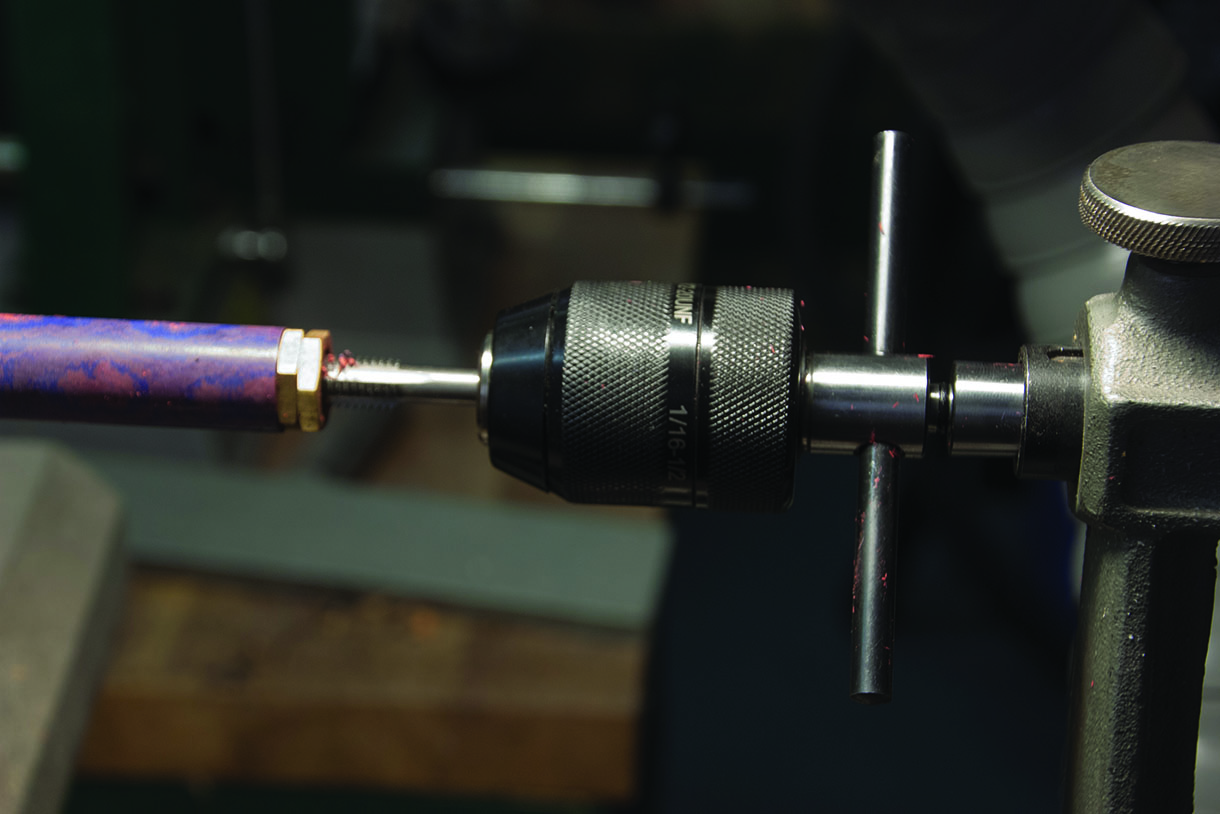
On his occasion I have incorporated a clip salvaged from a Taylors Mirfield Omega pen kit, a small spring from my spares box and a rollerball refill from Beaufort Ink. All the other components are made on the lathe from Ebonite, a hard rubber material used for making ten-pin bowling balls, vintage-style pens and the stems of tobacco pipes. Before going on to the step-by-step process, I would firstly like to thank all of those readers who responded to my request in a previous article and offered suggestions for holding taps on the lathe in a way that would ensure accuracy. I received several responses, some of them very ingenious and all of them practical. In the end, I opted to purchase a relatively inexpensive drill chuck tapping attachment from RDG Tools, suggested to me by Geoffrey Laycock. This consists of a chuck mounted on a spindle which slides in a hollow Morse taper. The work is turned by means of a tommy bar through the spindle against the workpiece, which is held in the locked headstock spindle (see step 9).
Equipment and materials used
- Ebonite rods
- Engineers jaws, pen blank jaws or pin jaws
- M10 x 1.25 die
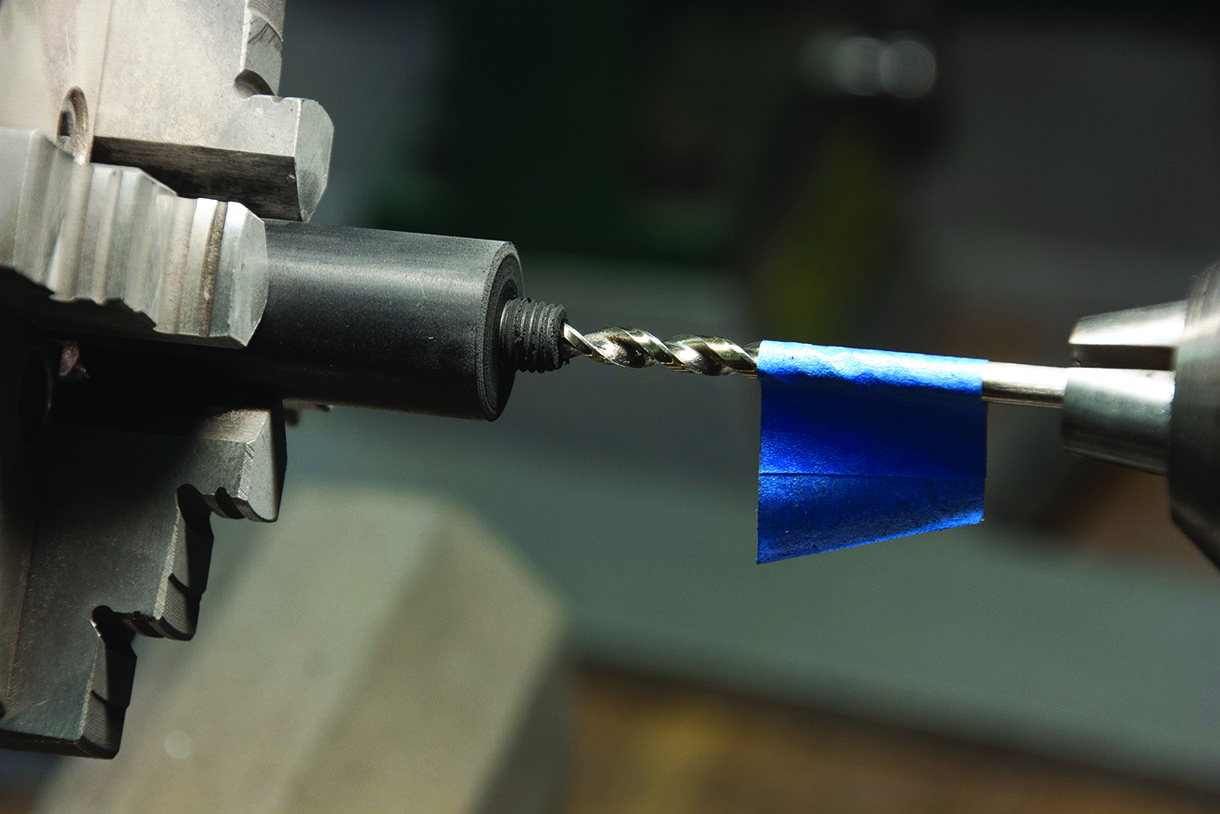
- Drill
- 3mm drill bit
- 4.8mm drill bit
- 6.5mm drill bit
- Scrap acrylic
- 60° revolving centre
- Abrasive
- 6mm BSP thread
- 6mm BSP nuts
- Clip and refill for pen
- Thin parting tool
- Adjustable pen mandrel
- Cone bushing
- Threaded mandrel
- Spindle gouge/skew chisel
- Tripoli and white diamond compounds












Handy hints
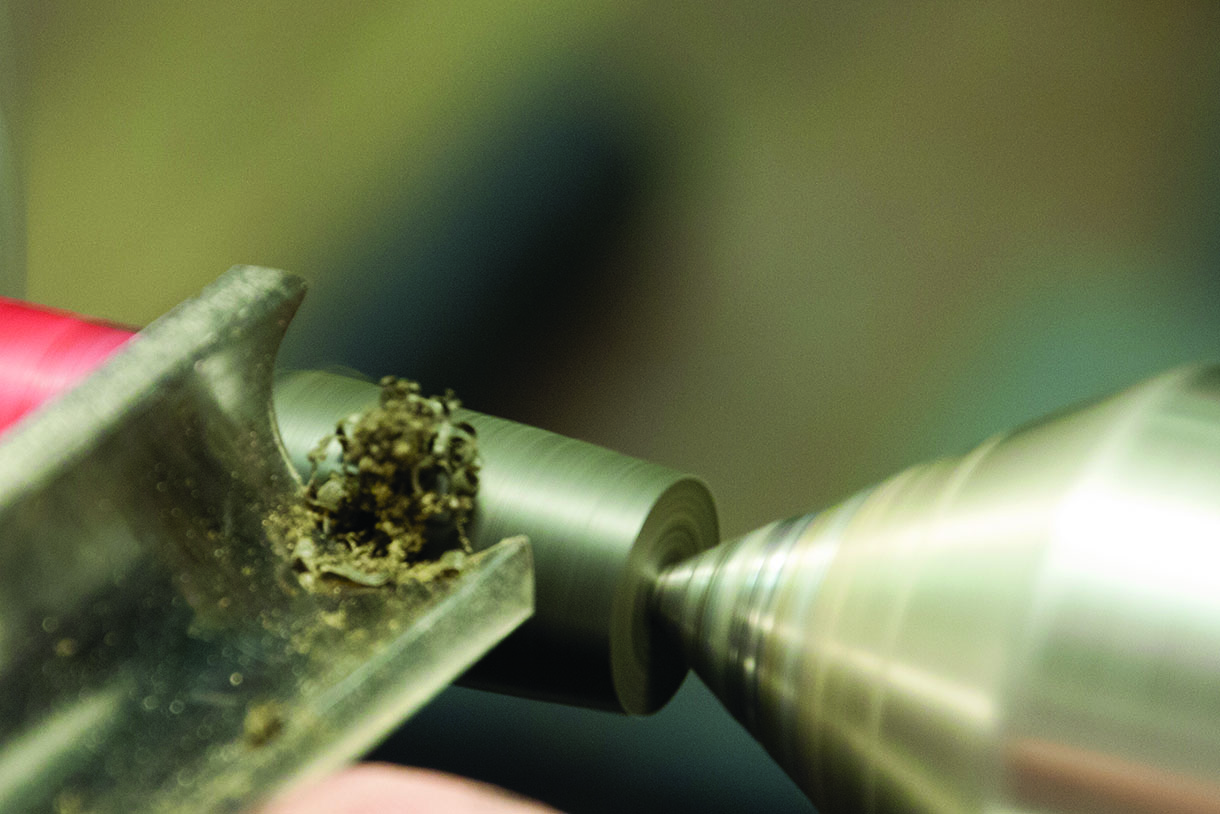
1. Ebonite is a hard natural rubber-based material. It is quite abrasive and will blunt tools quickly, so you will probably need to re-sharpen or hone your tools regularly while turning. Tungsten carbide tipped tools are a good option, but will still need to be kept sharp in order to cut cleanly.
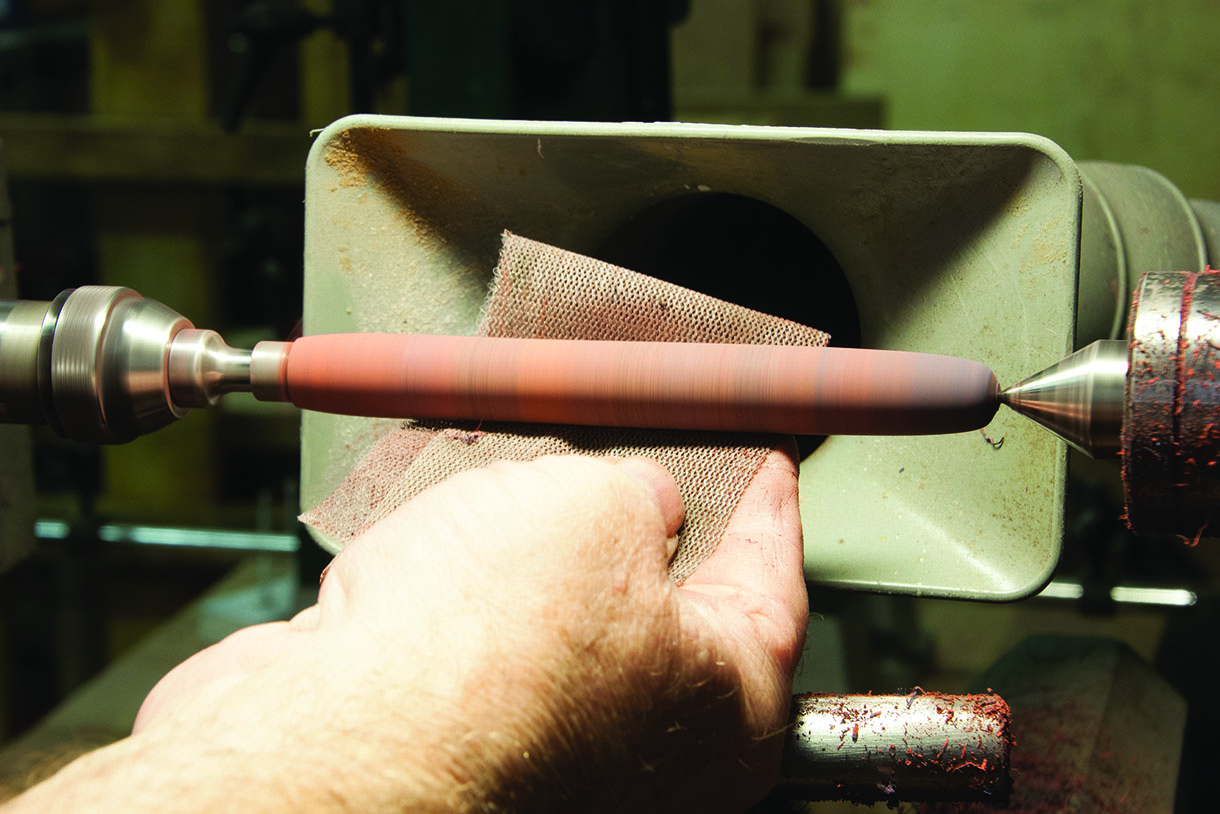
2. Ebonite will overheat easily so light cuts when turning and slow speeds when drilling and sanding are essential. This will have the added advantage of reducing or avoiding the smell of burning rubber that will occur if the material gets too hot.
3. Ebonite does not require an applied finish, it can be brought to a high gloss by polishing. A light touch is required and excessive speed should be avoided so as to avoid the heat generated by the friction of over vigorous polishing. Too much heat can damage the structure of the material near the surface and prevent a high gloss from being achieved. Any of the usual burnishing creams or plastic polishes used with care will produce a top quality finish.
Further reading
Words: Walter Hall
PHOTOGRAPHS BY WALTER HALL
One Response
Thanks for the detailed description of your method to make a beautiful roller pen. I am very interested in pens which bodies are made from ebonite (if with urushi is even better). Do you sell your handmade pens ?