We turn to those routing difficulties that keep coming around again and again.
We turn to those routing difficulties that keep coming around again and again. It still amazes me that the same difficulties faced by router users persist, unless you have been taught properly. It is easy to fall into the trap of making some basic errors, or simply not appreciating some of the vagaries of working with routers. A router is a powerful high-speed machine, which has the potential to cause havoc if you don’t respect it. Whenever you are making adjustments switch off and unplug your machine. A cable break or switch fault can bring it to life unexpectedly!

Cutters must not be used with only a limited amount of shank in the collet. Cutters should have a ‘K’ mark, which denotes the amount to be held in the collet, usually about 19mm or so.
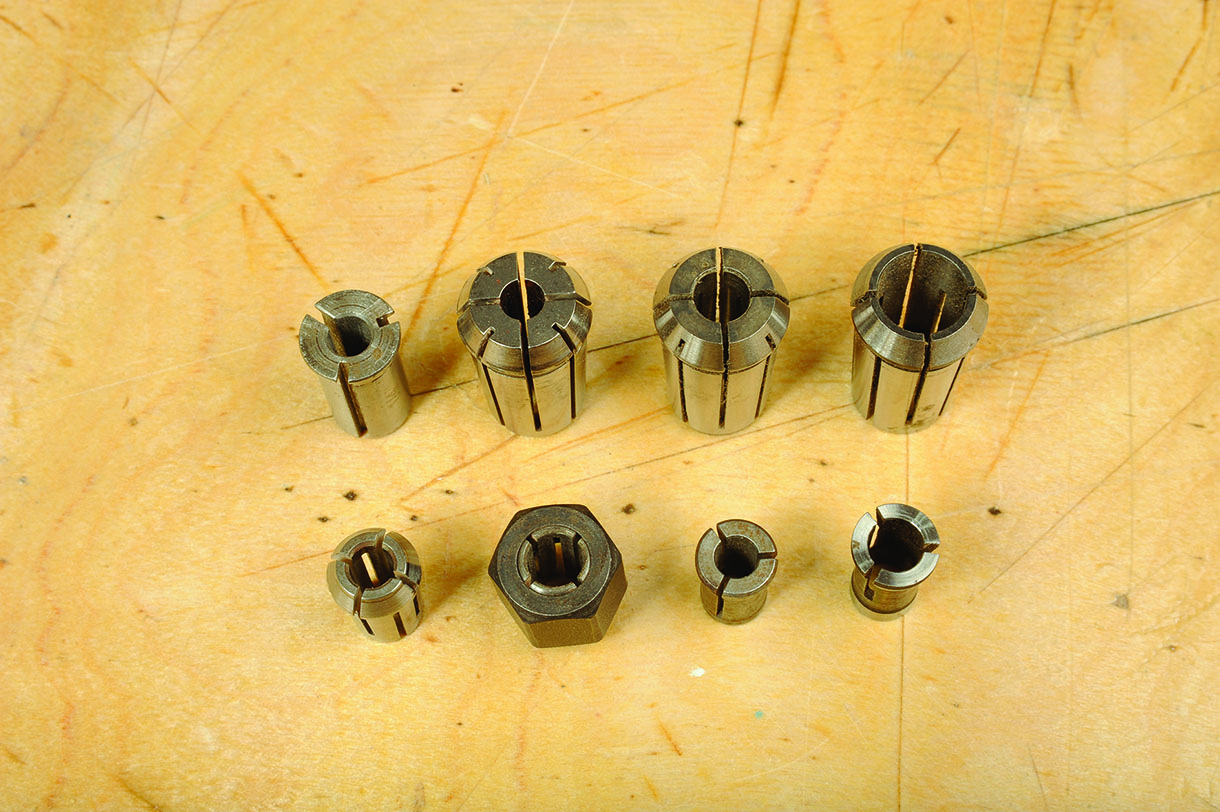
Collets – these come in different types, very small simple ones and longer multi-slit collets. These hold cutters better with far less vibration, especially with long cutters giving a smoother finish. Make sure the collet is the same opening size as the shank.

Choose the correct operating speed. Small cutters can be run at high speed, large diameter cutters need to be at a lower speed and plastics need an even lower speed.
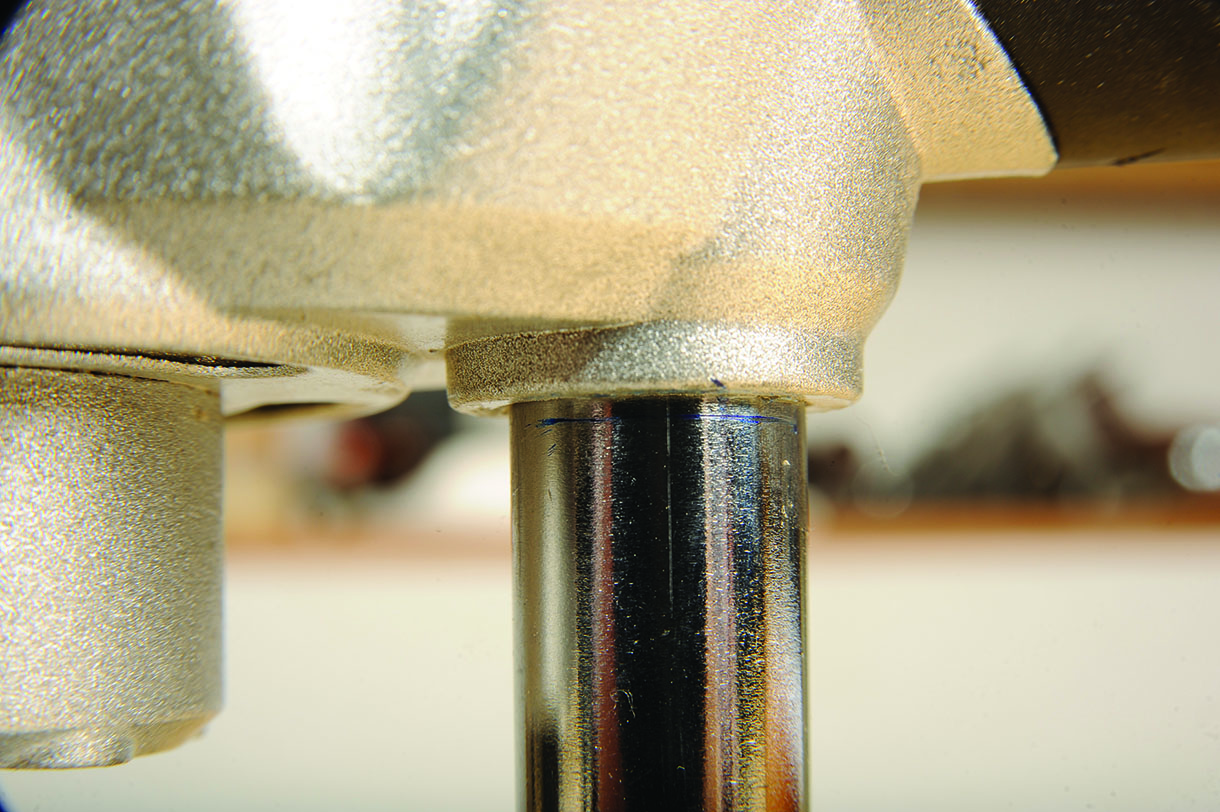
Plunge routers often have a waggle on the columns (see above) which goes once the plunge mechanism is locked. Therefore, you should plunge and lock so the cut remains accurate from end to end.

Take repeat passes to final depth. For example, a roundover cutter only needs a few passes, but a cove cutter removes far more wood, so you must take more passes or the cutter will get strained and may start sliding from the collet when machining.

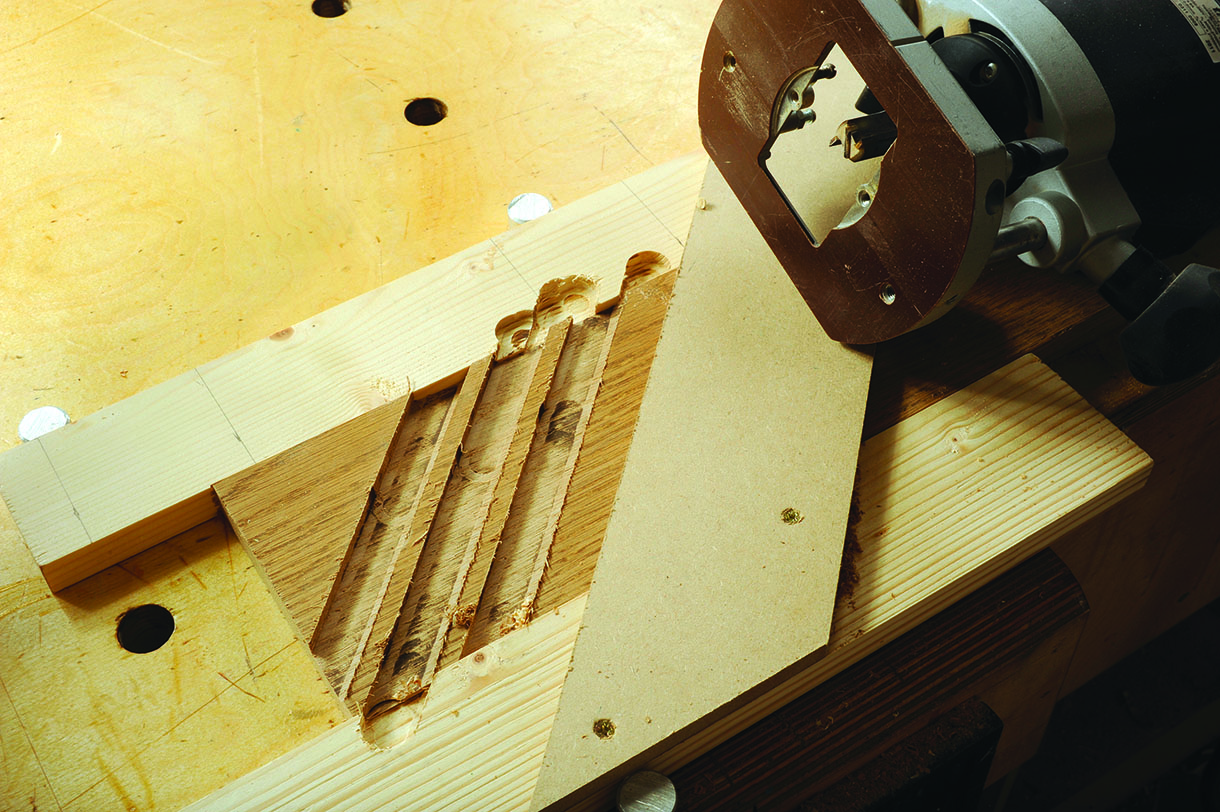
Routers need control – this is the basis of good accurate routing. One way of achieving this is the use of guide bushes. These fit in the base of the router and are used with jigs and templates. Does your machine have one? Can you fit other sizes?

Good quality cutters are safer, last longer and give better results. Cheap cutters have thin carbide edges and lack bottom cutting insert – generally best avoided.

Blunt cutters, of course, don’t cut so well, and may cause burning to the surface of the workpiece. Cleaning and light honing with a diamond card hone can improve the cutting performance.

When routing always pull the router towards you with the cutting edge advancing into the workpiece. There is an exception to this called ‘climb cutting’, which I will discuss in a future article.

If you get light burning on end grain, you can try pushing the plunge down firmly, re-locking it and running it again which can be enough to skim off the scorched surface.
One Response
Why do common router issues keep recurring, and how can proper training help users avoid basic errors and respect the power of these machines? Regard Teknik Logistik