Plane maker Oliver Sparks explains how the use of soot helps to seat an iron and wedge. When it comes to wooden planes, I have read many times that having a correctly seated iron and wedge is vital to a plane’s performance. I agree, and yet there seems to be little instruction out there on how to achieve this. In this article, I will be using the ‘smoke fitting’ technique to do just that on a matched pair of wooden thumb planes. Whether the smoke fitting technique is applied to a shop-made or a vintage plane, the method set out here will transform that temperamental tool into a well-behaved instrument.
What is smoke fitting?
Smoke fitting is a very old process used extensively by gunsmiths to fine-tune the fit between parts that must mate exactly. The theory is a simple one – a layer of soot is deposited onto a component using a smoke lamp. When the part is offered up to its mating component, soot is transferred between the two, but only where they touch via high spots. These high spots are then removed and the process repeated until a satisfactory fit is achieved. This is a simple way of achieving a high degree of precision.
Equipment required



A smoke lamp or ‘smoke pot’ is effectively an oil reservoir, wick and burner. My burner is put together from copper plumbing fittings; a thin section of copper pipe carrying the wick passes through a cork and the copper cap sits on top. It’s as simple as that. A candle or dry board maker can also be used, but I prefer a lamp for the visible coverage it provides, even on dark timbers.
My bottle is filled with (ironically enough) indoor smokeless lamp oil. How much soot is produced depends on the length of the exposed wick – around 6mm will be fine for our purposes. The most accessible non-specialist tool used for this kind of work is a re-ground chisel. By grinding the cutting face at 90°, instead of the usual 25° turns a regular bench chisel into a flat scraper. Repeated regrinds have left my cutting face the entire thickness of the chisel but yours need not be – even a 1mm flat is sufficient.
Grind a slight camber across the width. Lap the back as usual, but the face can be left straight off the wheel. Use moderate pressure and repetitive strokes to get a feel for the tool, practising on a piece of scrap hardwood first. I will be fitting two irons into their respective bodies. My irons are made from new tool steel so are generally pretty flat, however, you will often find antique irons in much worse shape. If the back of your iron looks like a miniature mountain range, try to get it as flat as possible using whatever you have to hand. If it is a double iron, aim to reduce the hollow often found between slot and edge. A coarse file is preferred using the same principles as flattening a piece of wood. Coarse (120 grit) abrasive paper stuck to a flat surface will also work well.
The process










The correct order is as follows:
- Clean then soot the irons back, wiping the irons’ edges afterwards. Place the iron carefully onto the bed just shy of the mouth.
- Press the wedge into position. Use a suitable light hammer or mallet to secure with a moderate tap.
- Tap the iron’s top to advance it out through the mouth by a centimetre or so. Unseat the wedge with a sharp tap on the plane’s heel and lift out the iron, once again being careful not to slide the iron out.
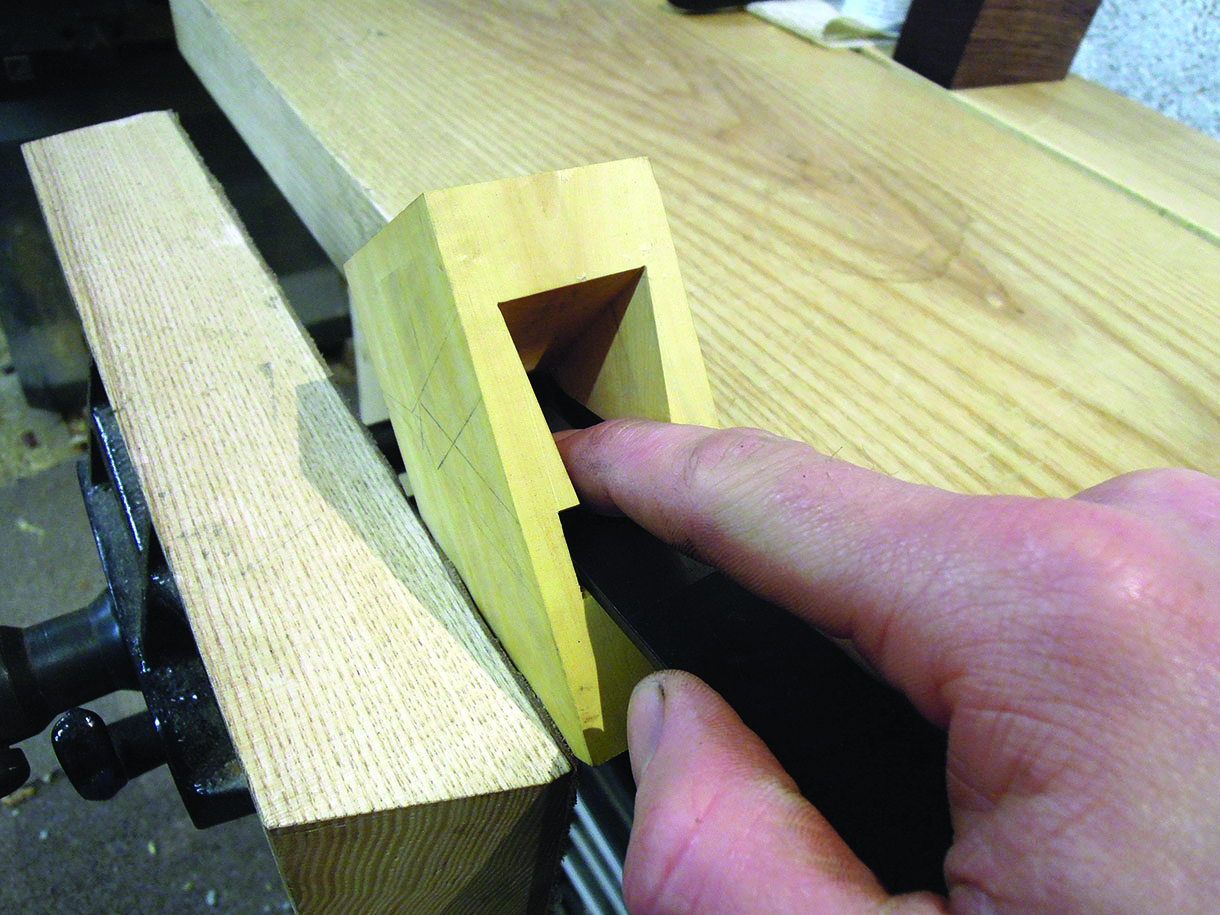
- Note contact points from both the bed and wedge arms. Remove these high spots until the wedge is as previously shown. Work until the bed has approximately 50–60% overall contact, paying particular attention to the bed portion a couple of centimetres above the sole.
- If you are using an old double iron, chances are even after flattening it will still have a slightly arced back due to cap-iron pressure. In this scenario imagine splitting the bed into thirds, horizontally. Aim for good contact in the first and third portions.
So there you have it – a step-by-step guide to seating plane irons – the professional way.